
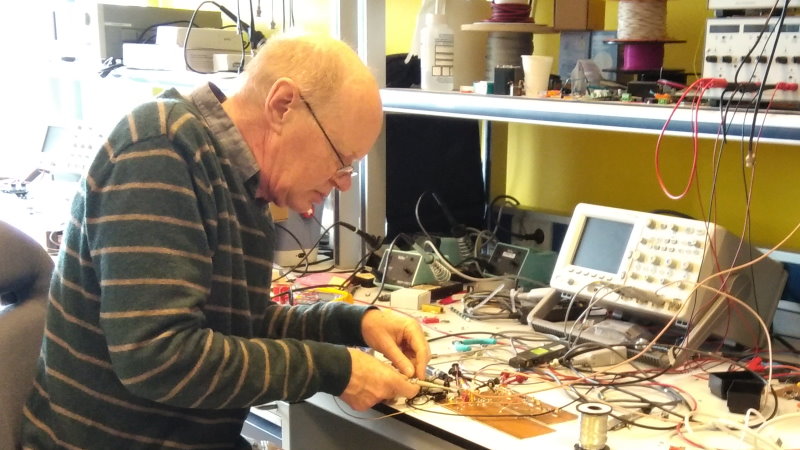
For 40+ years, Frans Pansier has worked designing, developing, teaching and training advanced power supplies. According to him, challenging the mindset of young engineers is how he draws his energy. His favorite part? Sharing his knowledge and information that people simply can’t get at university – or anywhere else.
Power supplies are probably not something you spend a lot of time thinking about when you purchase a new laptop or TV. Most people just plug them into the power source and never think about them again. In reality, though, power supplies are a crucial part of fueling just about every piece of electronic equipment you own. They do this by taking the full power of the alternating current (AC) input from the grid, known as mains, and converting it into the usable voltage that gives life to electronics.
“Essentially every piece of electronic equipment, with the exception of a very few, needs an AC adaptor, externally or internally, to make use of the energy from the mains,” explains Frans Pansier, former Philips and NXP power supply specialist and High Tech Institute instructor with more than decades of experience in the domain. “Otherwise, the full flow of the 230 volts from the mains would fry the electronics and cause a lot of safety issues.”

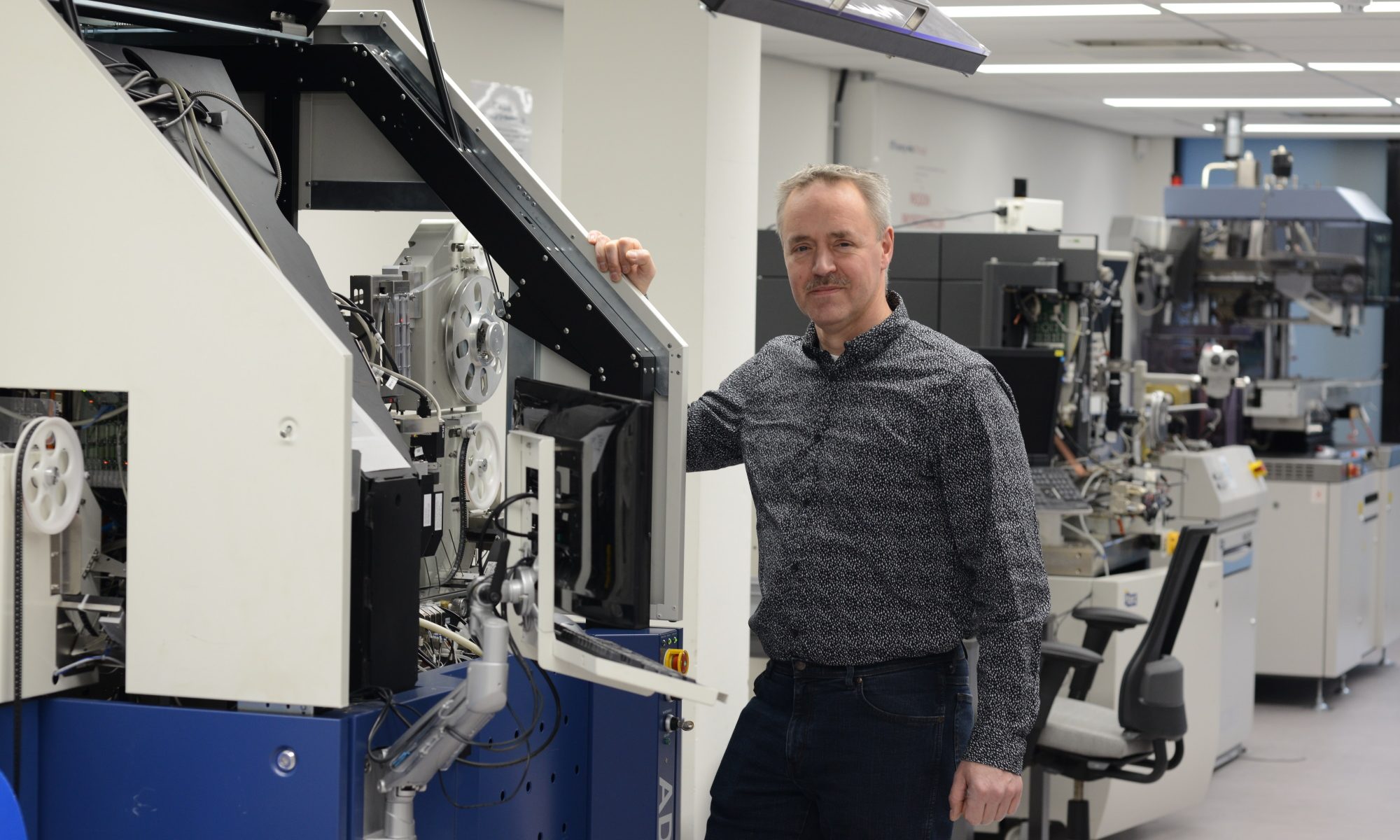
Credit: Joyce Caboor
Development of modern power supplies really took off during the 1980s. Led by television technology companies, it was brands like Panasonic, Sony, Siemens and Philips, among a few others, that really made power supplies producible for industrial use. “Back then, every part, piece and component had to be developed in-house, because there were no manufacturers of suitable transformers, capacitors, and so on. There was really no market for that sort of thing at the time, so we had to do it all ourselves,” explains Pansier, who joined the Philips television division in 1986 to spend twenty years developing receivers, power supplies and other power electronics.
Outrageous
Conventional wisdom, perhaps guided by Moore’s Law, would suggest that as electronics continue to advance, newly developed technologies will become more efficient and less costly. However, when it comes to powering these modern technological marvels, wisdom is anything but conventional. In fact, according to Pansier, the information lining the textbooks at technical universities has hardly any relation with reality, and much of what the industry is using today stems from developments out of the Philips consumer electronics division – some forty years ago.
'With power supplies, you get the best performance for the lowest price when you know exactly what you can do with each of the components, and just as importantly, the things you better not do'
With a master’s degree in electrotechnical materials from Delft University of Technology, Pansier was familiar with a full spectrum of electronics components, ranging from semiconductors to magnetics, capacitors and more. But it wasn’t until he got several years of professional experience at Philips that it all came together. “With power supplies, you get the best performance for the lowest price when you know exactly what you can do with each of the components, and just as importantly, the things you better not do,” jokes Pansier. “But let me tell you, there aren’t a whole lot of people in the world that simply have this kind of knowledge.”
In fact, when Pansier looks back at his time at Philips, it becomes even more clear just how strong their development work really was. “In hindsight, I see just how outrageous and cutting edge our work was,” suggests Pansier. “Most evident is that, both then and now, consumer electronics companies are lightyears ahead of the TUs when it comes to this technology. It’s not a criticism of the TUs, it’s just that development in the area of power supplies can only come with years and years of experience, not a four-year PhD project. Even today, you’ll find that much of the material being taught at the TUs is the same as what I was learning and working with since 1980.”

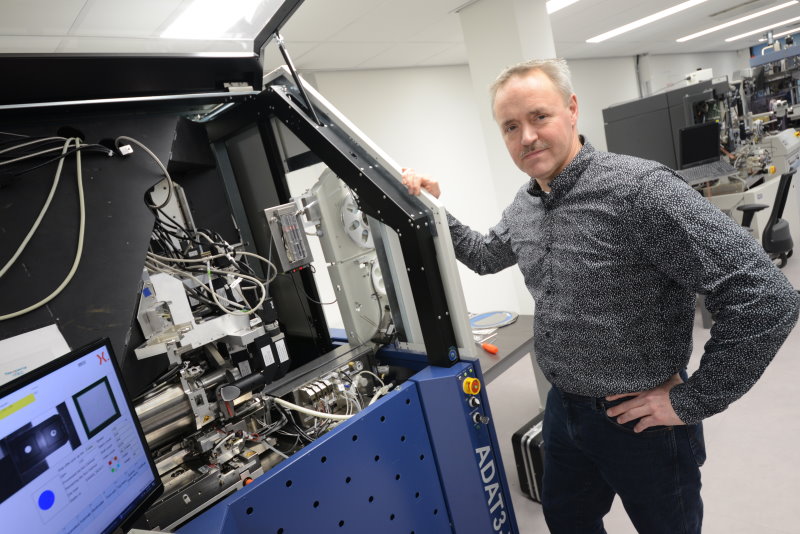
Credit: Joyce Caboor
One of a kind
After years of working on development of power supplies, including the tedious work of patent applications for new designs and technology, Pansier was asked to set up a course, together with other specialists. Realizing how uncommon his experience was, from both the electronic components and industry standpoints, he wanted to help spread his knowledge and really challenge the mindset of younger and less experienced engineers. So, he became a trainer in Philips CTT, teaching about the ins and outs of power electronics, which at the time also focused on the picture tube and how to generate high voltage and deflection.
Pansier: “That course was completely designed by us, and I wrote five or six different parts for the training. It was so unique because, during my work, I visited various factories manufacturing the components and spoke to the design engineers to get the complete story, from characteristics to the physical parts. This information got woven into the one-of-a-kind course.”
By the end of the 90s, though, Philips had abandoned its TV development and the CTT course as well. But compelled to continue sharing information, Pansier took the decades-worth of accumulated knowledge and continued spreading it at NXP, where he worked as a power supply architect. Simultaneously, he worked with TU Delft to help guide students just getting into power electronics, and ultimately back at ‘home,’ as an instructor for High Tech Institute – the legacy of Philips CTT.
In the six-day “Swith-mode power supplies” training, Pansier walks participants through his long tenure in power electronics and helps increase their knowledge and comforts, as well as aids them in avoiding a number of the pitfalls that many engineers encounter. “We’ve put a lot of effort into cultivating a training that’s informative and thoroughly comprehensive,” describes Pansier.
“From the boundary conditions of both continuous and non-continuous modes in power electronics to the basic topologies of power supplies to the design, simulation and calculation methods needed to evaluate them, and reaching compliance standards for safety, reliability, EMI and efficiency – we really cover it all. That’s what makes this course stand, as it offers a unique view of the whole process and system, a view that has been built over several decades. And the biggest draw for people to come is easy. You simply can’t find this accumulation of information and experience anywhere else.”
This article is written by Collin Arocho, tech editor of Bits&Chips.
















 Here at Sioux, or anywhere else for that matter, not everyone has the aspiration to become a senior system architect,” says Duncan Stiphout. Photo by Bart van Overbeeke.
Here at Sioux, or anywhere else for that matter, not everyone has the aspiration to become a senior system architect,” says Duncan Stiphout. Photo by Bart van Overbeeke.




